 export@ezsteelpipe.com
export@ezsteelpipe.com +86 731 8870 6116
+86 731 8870 6116


 export@ezsteelpipe.com+86 731 8870 6116
export@ezsteelpipe.com+86 731 8870 6116




Steel and Alloy Pipe Flanges: Overview, Types, and Function in Pipeline Installation







Steel and Alloy Pipe Flanges: Overview, Types, and Function in Pipeline Installation
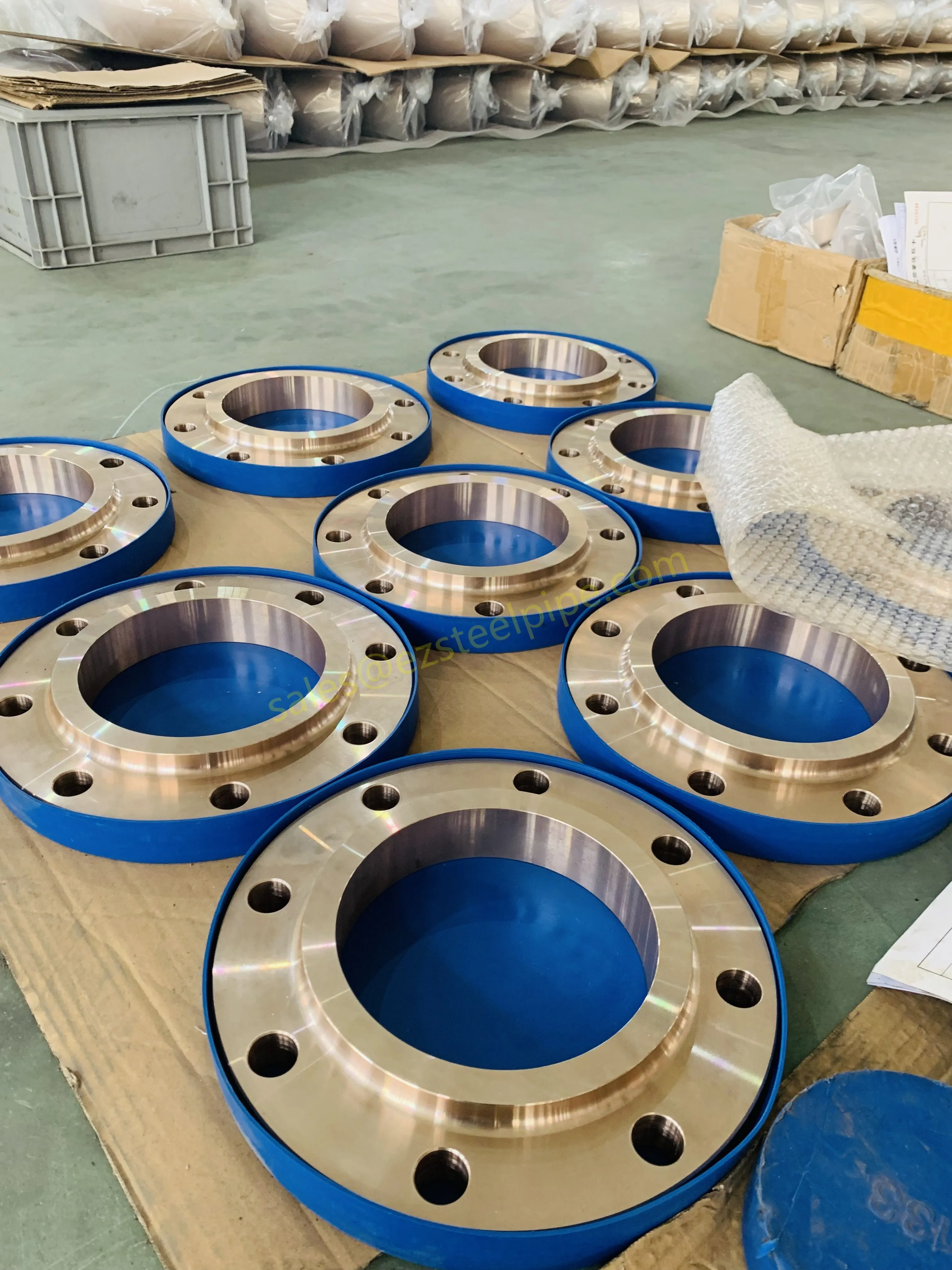
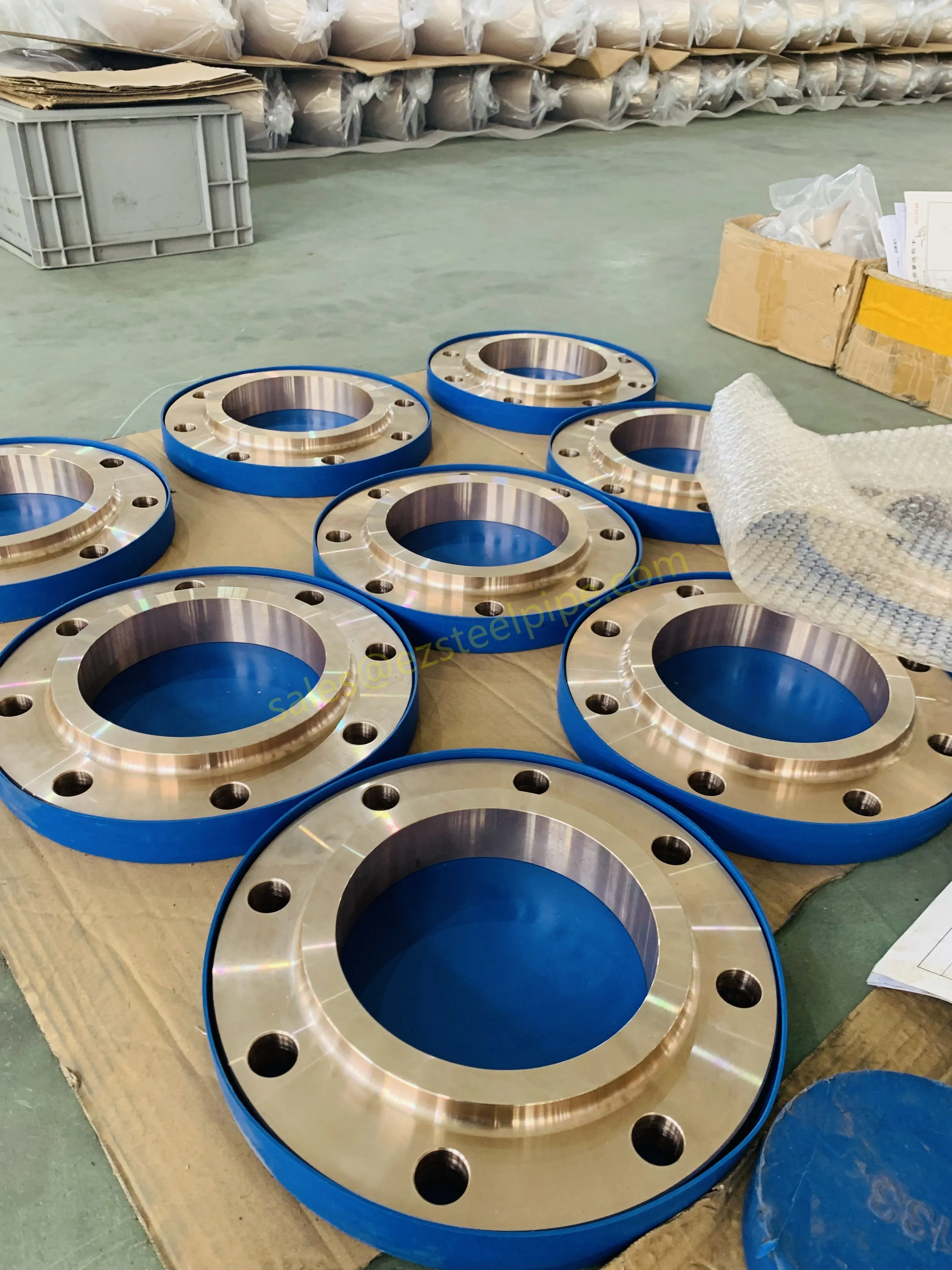
Flanges are critical components in pipeline systems, used to connect pipes, valves, pumps, and other equipment. They provide easy access for cleaning, inspection, and modification. Steel and alloy flanges are preferred for their strength, durability, and resistance to high pressure and temperature.
- Carbon Steel (ASTM A105, A350 LF2) – General-purpose, cost-effective, used in moderate conditions.
- Stainless Steel (ASTM A182 F304, F316) – Corrosion-resistant, ideal for chemical and food industries.
- Alloy Steel (ASTM A182 F11, F22, F91) – High-temperature and high-pressure applications (e.g., power plants, oil & gas).
- Duplex & Super Duplex (ASTM A182 F51, F53, F55) – Excellent corrosion resistance, used in offshore and marine environments.
A. Based on Attachment Method
1. Weld Neck Flange (WN)
- Has a long tapered hub for reinforcement.
- Used in high-pressure and high-temperature applications.
- Reduces stress concentration at the joint.
2. Slip-On Flange (SO)
- Slides over the pipe and is welded on both sides.
- Easier to align than weld neck but less robust.
- Used for low-pressure systems.
3. Socket Weld Flange (SW)
- Pipe is inserted into the flange and fillet-welded.
- Good for small-diameter, high-pressure piping.
4. Lap Joint Flange (LJ)
- Used with a stub end, allowing easy alignment and rotation.
- Ideal for systems requiring frequent disassembly.
5. Threaded Flange
- Has internal threads to screw onto pipes without welding.
- Used in low-pressure, non-critical applications.
6. Blind Flange
- Closes the end of a piping system.
- Used for pressure testing or future expansion.
7. Orifice Flange
- Used with orifice meters for flow measurement.
- Has special taps for pressure readings.
B. Based on Facing Type
1. Flat Face (FF) – For low-pressure applications, usually with cast iron or soft gaskets.
2. Raised Face (RF) – Most common, provides better sealing with a gasket.
3. Ring-Type Joint (RTJ) – Uses a metal ring gasket for high-pressure/temperature (e.g., oil & gas).
4. Tongue & Groove (T&G) – Ensures precise alignment and sealing.
5. Male & Female (M&F) – Similar to T&G but with a different profile.
- Connection: Flanges are bolted together with a gasket in between to prevent leaks.
- Sealing: The gasket (rubber, PTFE, spiral wound, or metal) compresses under bolt pressure to form a tight seal.
- Flexibility: Allows easy disassembly for maintenance or modifications.
- Pressure & Temperature Handling: Different flange ratings (e.g., Class 150, 300, 600, 900, 1500, 2500) define their pressure limits.
- ASME B16.5 – Covers pipe flanges up to 24" NPS.
- ASME B16.47 – For larger flanges (26" to 60").
- API 6A – For oil & gas wellhead equipment.
- EN 1092-1 – European standard for flanges.

To ensure the quality, safety, and reliability of steel and alloy pipe flanges, manufacturers must perform several mandatory inspection tests as per international standards like ASME B16.5, ASME B16.47, API 6A, ASTM A105/A182, EN 1092-1, and ISO 7005.
Below are the key mandatory tests required for flange manufacturing:
(Chemical Composition & Mechanical Properties)
- Spectrochemical Analysis (PMI - Positive Material Identification)
- Ensures the correct alloy composition (e.g., carbon, chromium, molybdenum content).
- Performed using OES (Optical Emission Spectroscopy) or XRF (X-ray Fluorescence).
- Tensile Test
- Measures yield strength, ultimate tensile strength (UTS), and elongation.
- Conducted as per ASTM A370 or ISO 6892.
- Hardness Test (Brinell, Rockwell, or Vickers)
- Ensures the flange meets hardness requirements (e.g., HB ≤ 187 for ASTM A105).
- Charpy Impact Test (for low-temperature applications)
- Required for flanges used in sub-zero temperatures (e.g., ASTM A350 LF2).
(Ensures no internal or surface defects)
- Dye Penetrant Inspection (DPI / PT)
- Detects surface cracks or porosity.
- Mandatory for critical service flanges (e.g., high-pressure gas pipelines).
- Magnetic Particle Inspection (MPI / MT)
- Used for ferromagnetic materials (carbon & alloy steel) to find surface/sub-surface defects.
- Ultrasonic Testing (UT)
- Checks for internal flaws like inclusions, voids, or laminations.
- Required for thick flanges (Class 600 & above).
- Radiographic Testing (RT)
- Used for cast or forged flanges to detect internal defects (e.g., ASTM A182 F51 duplex steel flanges).
- Outside Diameter (OD), Bolt Circle Diameter (BCD), Thickness, and Face Flatness Check
- Ensures compliance with ASME B16.5 / B16.47 tolerances.
- Surface Finish Check (Raised Face, RTJ Groove, etc.)
- Verifies proper gasket seating surface finish (e.g., 125–250 µin for RF flanges).
- Bolt Hole Alignment & Drilling Accuracy
- Ensures proper bolt alignment to prevent leakage.
- Hydrostatic Test (for forged flanges)
- Flanges are pressurized with water (typically 1.5x working pressure) to check leaks.
- Required for API 6A wellhead flanges and high-class (900# and above) flanges.
- Pneumatic Test (for gas service flanges)
- Uses air or inert gas to detect leaks (safer than hydro for certain applications).
- Annealing / Normalizing / Quenching & Tempering (Q&T) Records
- Ensures proper microstructure and mechanical properties.
- Verified via hardness tests and microstructure analysis.
- Flanges must be permanently marked with:
- Manufacturer’s name or logo
- Material grade (e.g., ASTM A105, A182 F316)
- Size, pressure rating (e.g., 6" 150#)
- Heat number (for traceability)
The mandatory tests ensure that flanges meet strength, leak-proof integrity, and corrosion resistance requirements. The level of testing depends on:
✔ Material type (carbon steel vs. alloy vs. stainless)
✔ Pressure class (150# vs. 2500#)
✔ Application (oil & gas, chemical, nuclear, etc.)




 Related Products
Related Products





