 export@ezsteelpipe.com
export@ezsteelpipe.com +86 731 8870 6116
+86 731 8870 6116


 export@ezsteelpipe.com+86 731 8870 6116
export@ezsteelpipe.com+86 731 8870 6116



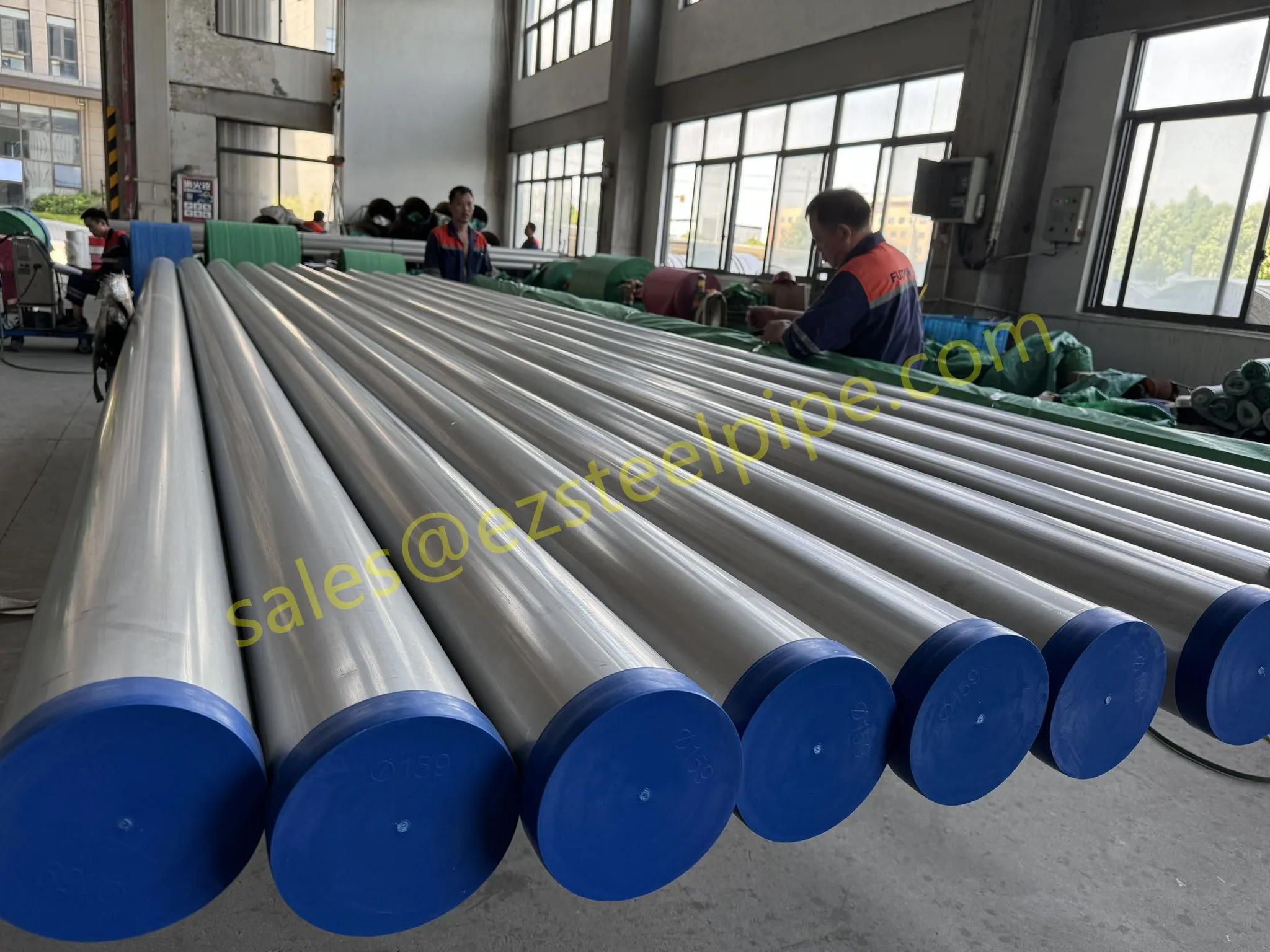
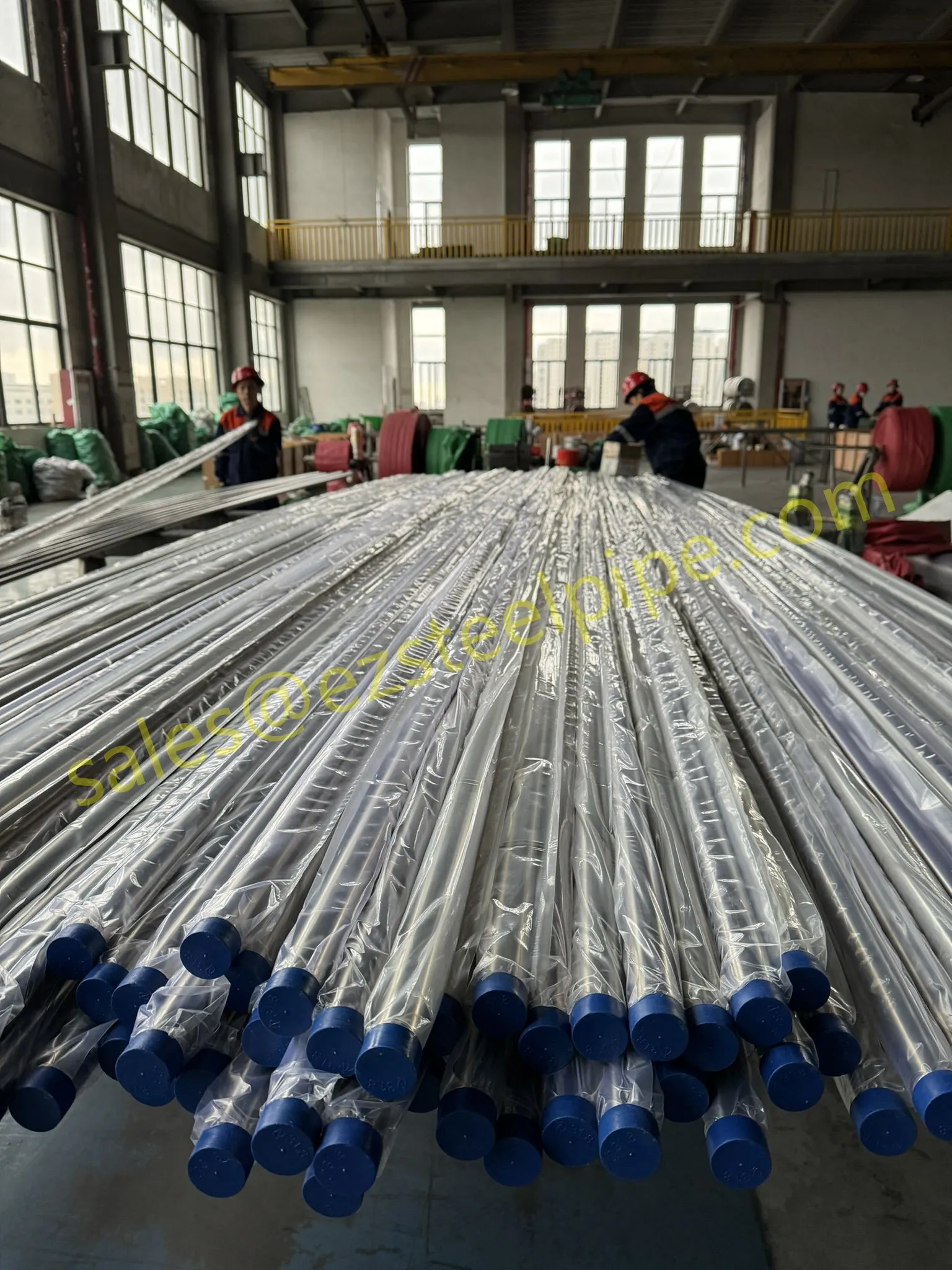

This standard specifies requirements for seamless and welded austenitic stainless steel tubing used in general corrosive service, high-temperature applications, and other mechanical purposes. It covers both seamless and welded tubing unless otherwise specified.







This standard specifies requirements for seamless and welded austenitic stainless steel tubing used in general corrosive service, high-temperature applications, and other mechanical purposes. It covers both seamless and welded tubing unless otherwise specified.
Buyers should include:
l Quantity (length, number of pieces)
l Material grade (e.g., TP304, TP316)
l Dimensions (OD, wall thickness)
l Condition (annealed, cold-worked)
l Test requirements (hydrostatic, nondestructive testing)
l Certification or special marking needs
Common austenitic grades include:
- TP304, TP304L, TP316, TP316L, TP321, TP347, etc.
- Composition limits for carbon, chromium, nickel, molybdenum, and other elements are specified per ASTM A959.
- Tensile strength, yield strength, elongation requirements vary by grade and condition (annealed/cold-worked).
- Hardness limits may apply.
- Seamless tubing: Produced by piercing/extrusion.
- Welded tubing: Made via automatic welding without filler metal; weld seams must be heat-treated.
- Hydrostatic or nondestructive testing (NDT): Required unless waived.
- Flattening, reverse bend, or flange tests: For welded tubing.
- Intergranular corrosion test (if specified): Per ASTM A262.
- Certification: Mill test reports must comply with the standard.
- Tubing must be free of scale, cracks, and imperfections detectable by visual inspection.
- Minor imperfections removable within wall thickness limits are permitted.
- Each tube must be marked with manufacturer’s name, grade, heat number, size, and standard designation (A269 or A269M for metric).
Want to order the same ? Contact us Now to send your request!




 Related Products
Related Products






