 export@ezsteelpipe.com
export@ezsteelpipe.com +86 731 8870 6116
+86 731 8870 6116


 export@ezsteelpipe.com+86 731 8870 6116
export@ezsteelpipe.com+86 731 8870 6116





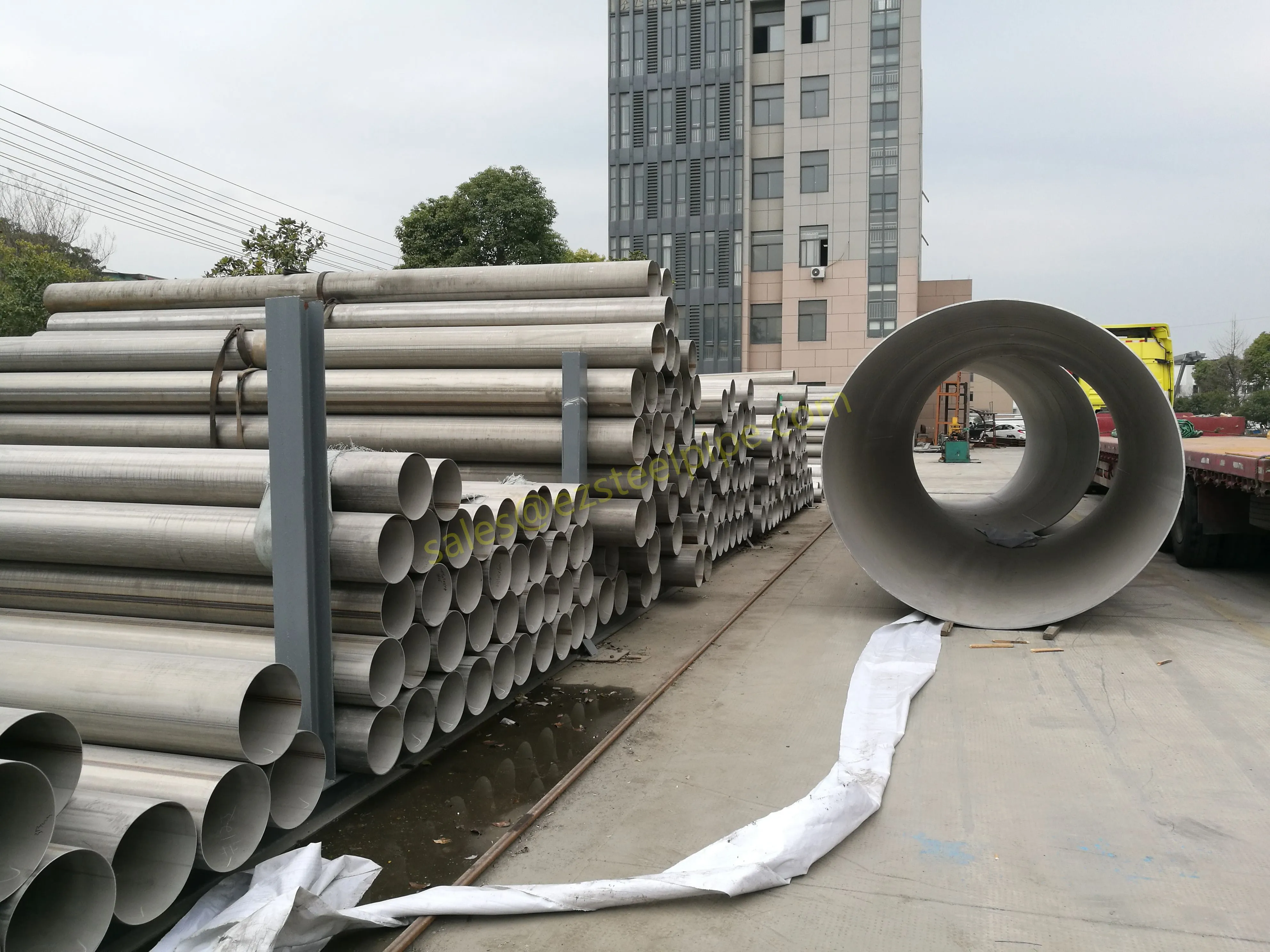
EN 10296-2 applies to welded circular steel tubes used in mechanical and general engineering applications, including structural components, machinery, and automotive parts. It does not cover tubes for pressure purposes (covered by other standards like EN 10217).








EN 10296-2 applies to welded circular steel tubes used in mechanical and general engineering applications, including structural components, machinery, and automotive parts. It does not cover tubes for pressure purposes (covered by other standards like EN 10217).
The standard refers to other EN and ISO standards for testing, dimensions, and material properties, such as:
- EN 10027 (steel designation systems)
- EN 10204 (inspection documents)
- EN ISO 377 (sample preparation for testing)
When ordering tubes conforming to EN 10296-2, the following must be specified:
- Quantity (length, number of pieces, or total mass)
- Dimensions (outside diameter, wall thickness, length)
- Steel grade (e.g., E235, E355, etc.)
- Delivery condition (e.g., as-welded, heat-treated, cold-worked)
- Type of inspection and testing (e.g., destructive/non-destructive testing)
- Inspection certificate (e.g., EN 10204 3.1 or 3.2)
- Special requirements (if any, e.g., surface treatment, special tolerances)
The standard covers non-alloy and alloy steel grades, including:
- Non-alloy steels: E235, E275, E355 (with specified yield strengths)
- Alloy steels: Grades with higher mechanical properties (e.g., for high-stress applications)
Chemical composition must comply with specified limits for C, Si, Mn, P, S, and other alloying elements.
Key mechanical properties include:
- Tensile strength (e.g., 360–510 MPa for E355)
- Yield strength (e.g., min. 235 MPa for E235)
- Elongation (varies by grade and thickness)
Mechanical properties may vary based on heat treatment condition (e.g., normalized, annealed, or as-welded).
Tubes must undergo:
- Visual inspection (surface defects, weld integrity)
- Dimensional checks (diameter, wall thickness, straightness)
- Mechanical testing (tensile, hardness, bend tests)
- Non-destructive testing (NDT) (if specified, e.g., ultrasonic or eddy current testing)
- Hydrostatic testing (optional, if required)
Sampling frequency depends on batch size and customer requirements.
The standard defines tolerances for:
- Outside diameter (e.g., ±1% for diameters > 30 mm)
- Wall thickness (varies by manufacturing method)
- Length (for cut tubes, typically +10 mm / –0 mm)
- Straightness (e.g., max. deviation of 1.5 mm/m)
- Mandatory marking: Manufacturer’s name, steel grade, dimensions, standard number (EN 10296-2)
- Optional marking: Heat number, inspection stamp
- Delivery documents: EN 10204 3.1 or 3.2 certificate (depending on inspection level)
- Tubes must be free from harmful defects (cracks, excessive scaling).
- Surface treatment (e.g., oiling, painting) may be specified.
EN 10296-2 ensures welded steel tubes meet mechanical, dimensional, and quality requirements for engineering applications. The latest version incorporates updated testing methods and material specifications. For exact details, refer to the official standard document.
Want to order the same ? Contact us Now to send your request!

 Related Products
Related Products






