 export@ezsteelpipe.com
export@ezsteelpipe.com +86 731 8870 6116
+86 731 8870 6116


 export@ezsteelpipe.com+86 731 8870 6116
export@ezsteelpipe.com+86 731 8870 6116



Manufacturing Process for Copper Alloy Tubes (C44300, C61400, C68700, C70600, C71500) via Extrusion & Cold Drawing
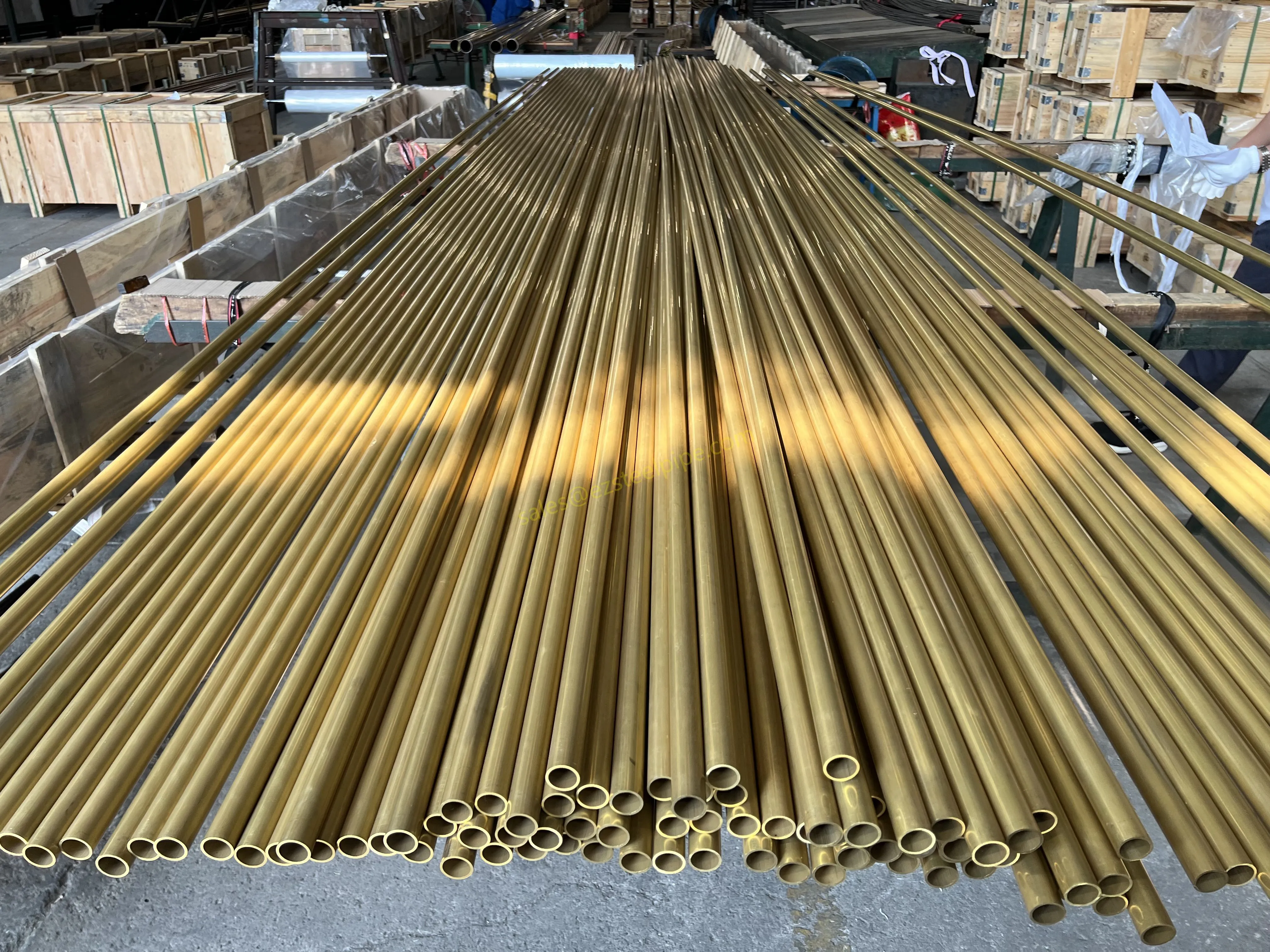
Copper alloy tubes are widely used in marine, heat exchanger, automotive, and industrial applications due to their corrosion resistance, strength, and thermal conductivity. The extrusion and cold drawing process varies slightly depending on the alloy composition. Below is a detailed breakdown for each major alloy group.
---
Alloy | Composition | Key Properties | Common Applications |
C44300 | Cu-Zn-Sn (Admiralty Brass) | Excellent corrosion resistance | Condensers, heat exchangers |
C61400 | Cu-Al (Aluminum Bronze) | High strength, wear resistance | Marine hardware, pumps |
C68700 | Cu-Zn-As (Arsenical Brass) | Biofouling resistance | Heat exchangers, seawater |
C70600 | Cu-Ni 90/10 | Seawater corrosion resistance | Desalination, ship piping |
C71500 | Cu-Ni 70/30 | Superior strength, thermal stability | Offshore oil & gas |
Billet Preparation
- Casting: Billets are cast via continuous casting or direct chill casting to ensure homogeneity.
- Heating:
- Brass (C44300, C68700): 650–750°C
- Aluminum Bronze (C61400): 750–850°C
- Cu-Ni Alloys (C70600, C71500): 800–950°C
---
Key Steps
1. Billet Lubrication:
- Graphite or glass lubricant for high-Ni alloys (C70600, C71500).
- Oil-based for brass (C44300, C68700).
2. Extrusion Press Setup:
- Die & Mandrel: Tungsten carbide or H13 tool steel.
- Extrusion Ratio:
- Brass (C44300, C68700): 10:1 to 20:1
- Aluminum Bronze (C61400): 8:1 to 15:1 (higher pressure needed)
- Cu-Ni (C70600, C71500): 12:1 to 25:1
3. Extruded Tube Output:
- Rough dimensions (OD: +10–20%, wall: +15–30% oversize).
- Surface may have oxide scale (removed in next step).
---
- Pickling:
- Brass (C44300, C68700): Dilute sulfuric acid (H₂SO₄).
- Aluminum Bronze (C61400): HNO₃ + HF (caution: aggressive).
- Cu-Ni (C70600, C71500): HNO₃ or H₂SO₄ + inhibitor.
- Mechanical Descaling: For tough oxides (e.g., C61400), abrasive blasting may be used.
---
General Steps (All Alloys)
1. Pointing: One end is tapered for drawing.
2. Lubrication:
- Brass: Soap or oil-based.
- Aluminum Bronze/Cu-Ni: Phosphate coating + soap.
3. Drawing Setup:
- Dies: Tungsten carbide or PCD (polycrystalline diamond).
- Mandrels: Fixed (for precision) or floating (for long tubes).
4. Reduction per Pass:
- Brass (C44300, C68700): 25–35% area reduction.
- Al Bronze (C61400): 15–25% (higher strength).
- Cu-Ni (C70600, C71500): 20–30%.
5. Intermediate Annealing:
- Brass: Every 2–3 draws (400–600°C).
- Al Bronze: Every 1–2 draws (650–750°C).
- Cu-Ni: Every 1–2 draws (700–850°C).
---
Alloy | Annealing Temp (°C) | Atmosphere | Purpose |
C44300 | 400–550 | Air or Nitrogen | Soften for bending |
C61400 | 650–750 | Nitrogen/Hydrogen | Stress relief, prevent oxidation |
C68700 | 450–600 | Air | Restore ductility |
C70600 | 700–800 | Hydrogen/Nitrogen | Prevent Ni oxidation |
C71500 | 750–850 | Hydrogen/Nitrogen | Optimize grain structure |
Final Processing
- Straightening: Roller or stretch straightening.
- Cutting: Sawing or rotary cutting to length.
- Surface Treatment:
- Polishing (for heat exchangers).
- Passivation (HNO₃for Cu-Ni alloys).
---
- Dimensional Checks: Laser micrometers, ultrasonic wall thickness gauges.
- Mechanical Testing:
- Tensile strength (ASTM B111, B584).
- Hardness (Rockwell B or Vickers).
- Corrosion Testing:
- Salt spray (ASTM B117) for marine alloys (C70600, C71500).
- Mercury nitrate test (ASTM B154) for C44300 (Admiralty Brass).
---
Parameter | C44300 (Brass) | C61400 (Al Bronze) | C68700 (Arsenical Brass) | C70600 (Cu-Ni 90/10) | C71500 (Cu-Ni 70/30) |
Extrusion Temp | 650–750°C | 750–850°C | 650–750°C | 800–900°C | 850–950°C |
Cold Draw Passes | 3–5 | 4–6 | 3–5 | 5–8 | 6–10 |
Annealing Freq. | Every 2–3 | Every 1–2 | Every 2–3 | Every 1–2 | Every 1 |
Final Strength | 300–400 MPa | 500–700 MPa | 350–450 MPa | 300–400 MPa | 400–550 MPa |
---
- Cu-Ni Alloys (C70600, C71500): Require tighter process control due to work hardening.
- Al Bronze (C61400): Needs higher extrusion forces and careful annealing.
- Brass (C44300, C68700): Easier to process but sensitive to dezincification (C44300 requires inhibitors).
Would you like details on alternative methods (e.g., continuous casting + pilgering) for specific alloys?

 Related Products
Related Products







































































